

Images may include options
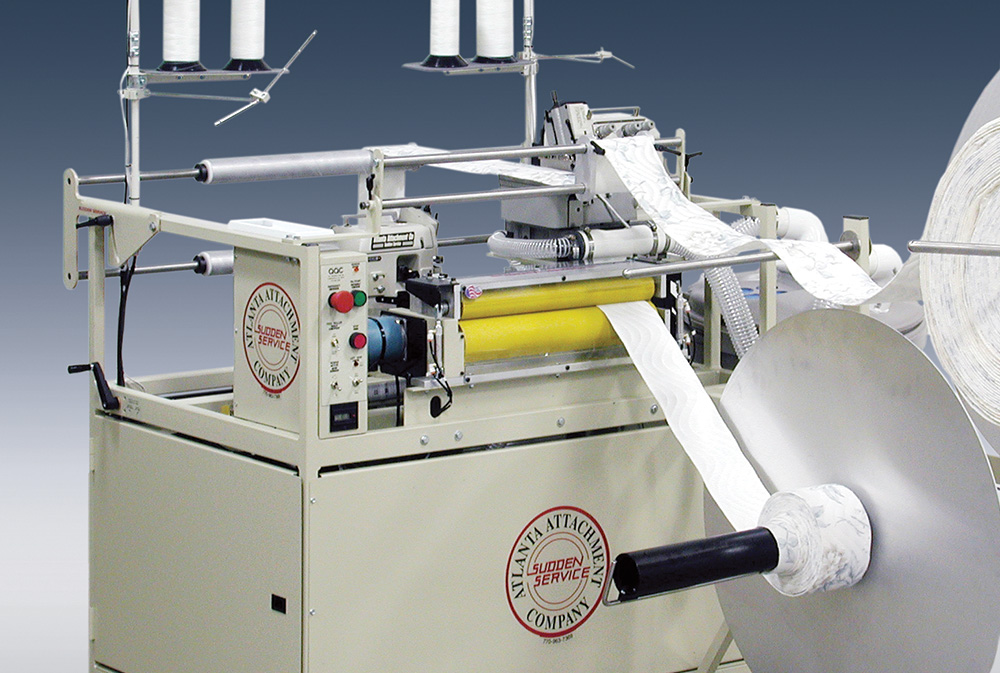
Dual Purpose Workstation for BORDERS & GUSSETS, Over/Under Design
125 FPM of border serging both sides @ 4 SPI
No mechanical jack shaft drive
- Dual electronic servo drive motors with needle positioning
- Uses two conventional overlock sewing heads
- Interchangeable sewing heads, need only one set of replacement parts
- Load and unload from front position
- Material capacity: 0″ – 36″ according to machine class
- Turn off sewing head for single serging
- Needle positioning (no synchronizer required)
- Electronic thread break detection
- Variable tensioning of border material
- Servo drive variable speed puller with long-lasting urethane rollers
- Stops automatically for material splice
- Foot pedal activation for splicing and servicing
- Border may be serged without edge trim
| 18″ | 36″ | |
| Max sewing speed (rpm) | 6000 | |
| Factory preset speed (rpm) | 5000 | |
| Max stitch length (spi) | 4 | |
| Needle system | SNB27140 | |
| Needle size | 22/140 | |
| Weight of material | MEDIUM | |
| Voltage (v/ph/hz) | 220V 1PH 60HZ | |
| Current (amps) | 10 | |
| Motor type | DC | |
| Air pressure (psi) | 80 | |
| Air consumption (cfm) | 24 | |
| Shipping weight (lbs) | 1200 | 1800 |
| Shipping dimensions (w/l/h, inch) | 62 x 96 x 57 | 62 x 96 x 75 |

125 Feet Per Min. at 4SPI







• 1961-650 – Yardage counter
• 1961-650A – Preset yardage counter
• 1961112 – Flange front assembly
• 1961-KIT10 Border joining chainstitch
The operator loads the border through the front tension assembly and uses the foot pedal to sew it through the sergers. Activating the puller lift switch opens the puller, the cloth is inserted between the rollers and the switch closes the puller.
The operator places the cloth between the spindle rods on the winder and presses the start button. The unit automatically serges all the material on the roll or in the bin and automatically stops when the end of the material is sensed. The unit stops with the trailing edge of the material held by the front tension assembly so that the leading edge of the next band can be easily spliced. The finished width of the goods being sewn can be adjusted by turning a crank and moving the left serger. A scale is provided which indicates the finished width of the goods being sewn.
11962 – Dual Purpose Workstation for BORDERS & GUSSETS, Over Under Design



